GB/T 20409—2018 Seamless multi-rifled steel tubes
GB/T 20409—2018
Seamless multi-rifled steel tubes for high-pressure boiler
1 Scope
This standard specifies the classification and designation, ordering details, dimensions, shape and weight, technical requirements, test methods, inspection rules, packaging, marking, and quality certificate for seamless multi-rifled steel tubes for high-pressure boilers.
This standard applies to cold-drawn or cold-rolled seamless multi-rifled steel tubes used in the manufacture of boilers operating at high pressure and above.
2 Normative References
The following documents are essential for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.
GB/T 223.5 Determination of silica and total silicon content in steel by acid leaching – Reducing molybdate silicate spectrophotometric method
GB/T 223.9 Determination of aluminum content in steel and alloys – Chromium blue S spectrophotometric method
GB/T 223.11 Determination of chromium content in steel and alloys – Visual titration or potentiometric titration method
GB/T 223.14 Chemical analysis methods for iron and steel and alloys – Determination of vanadium content by tantalum reagent extraction spectrophotometric method
GB/T 223.19 Chemical analysis methods for iron and steel and alloys – Determination of copper content by neo-copperamine-chloroform extraction spectrophotometric method
GB/T 223.23 Determination of Nickel Content in Steel and Alloys - Butylene-2-oxime Spectrophotometric Method
GB/T 223.26 Determination of Molybdenum Content in Steel and Alloys - Thiocyanate Spectrophotometric Method
GB/T 223.30 Chemical Analysis Methods for Steel and Alloys - Separation by Precipitation of Bromo-Pituitary Acid - Determination by Azoarsine M Spectrophotometric Method Zirconium Content
GB/T 223.36 Chemical Analysis Methods for Steel and Alloys - Determination of Nitrogen Content by Distillation Separation-Neutralization Titration Method
GB/T 223.40 Determination of Niobium Content in Steel and Alloys - Chlorosulfonyl Phenol S Spectrophotometry
GB/T 223.43 Determination of Tungsten Content in Steel and Alloys - Gravimetric and Spectrophotometric Methods
GB/T 223.58 Chemical Analysis Methods for Steel and Alloys - Determination of Manganese Content by Sodium Arsenite-Sodium Nitrite Titration
GB/T 223.59 Determination of Phosphorus Content in Steel and Alloys - Bismuth-phosphomolybdenum Blue Spectrophotometric Method and Antimony-phosphomolybdenum Blue Spectrophotometric Method
GB/T 223.68 Chemical Analysis Methods for Steel and Alloys - Determination of Sulfur Content by Potassium Iodate Titration after Combustion in Tubular Furnace
GB/T 223.69 Determination of Carbon Content in Steel and Alloys - Gas Determination after Combustion in Tubular Furnace Volumetric Method
GB/T 223.78 Chemical Analysis Methods for Iron and Steel and Alloys - Determination of Boron Content by Direct Spectrophotometric Method Using Curcumin
GB/T 223.84 Determination of Titanium Content in Iron and Steel and Alloys - Diantipyrine Methane Spectrophotometric Method
GB/T 223.85 Determination of Sulfur Content in Iron and Steel and Alloys - Infrared Absorption Method After Induction Furnace Combustion
GB/T 223.86 Determination of Total Carbon Content in Iron and Steel and Alloys - Infrared Absorption Method After Induction Furnace Combustion
GB/T 224 Determination of Decarburized Layer Depth in Steel
GB/T 22 8.1 Metallic materials - Tensile testing - Part 1: Test method at room temperature
GB/T 229 Metallic materials - Charpy pendulum impact test method
GB/T 231.1 Metallic materials - Brinell hardness test - Part 1: Test method
GB/T 241 Metallic tubes - Hydraulic test method
GB/T 242 Metallic tubes - Flaring test method
GB/T 246 Metallic materials - Tubes - Flattening test method
GB/T 2102 Steel pipes - Acceptance, packaging, marking and quality certificate
GB/T 2975 Steel and steel products Sampling Location and Sample Preparation for Chemical Performance Tests
GB/T 4336 Determination of Multi-Element Content in Carbon Steel and Medium-Low Alloy Steels - Spark Discharge Atomic Emission Spectroscopy (Conventional Method)
GB/T 4340.1 Metallic Materials - Vickers Hardness Test - Part 1: Test Methods
GB/T 5310 Seamless Steel Tubes for High-Pressure Boilers
GB/T 5777—2008 Ultrasonic Testing Method for Seamless Steel Tubes
GB/T 6394 Method for Determination of Average Grain Size of Metals
GB/T 7735—2016 Automatic Eddy Current Testing for Defects in Seamless and Welded (Except Submerged Arc Welded) Steel Tubes
GB/T 13298 Methods for the Examination of Metallic Microstructures
GB/T 20066 Sampling and Sample Preparation Methods for the Determination of Chemical Composition of Steel and Iron
GB/T 20123 Determination of Total Carbon and Sulfur Content in Steel and Iron - Infrared Absorption Method After Combustion in a High-Frequency Induction Furnace (Conventional Method)
GB/T 20124 Determination of Nitrogen Content in Steel and Iron - Inert Gas Melting Thermal Conductivity Method (Conventional Method)
GB/T 31925—2015 Ultrasonic Testing Methods for Thick-Walled Seamless Steel Pipes
YB/T 5137 High-Pressure Hot-Rolled and Forged Seamless Steel Pipe Round Billets
3. Classification and Designation
3.1 Seamless multi-rifled steel tubes in this standard are classified into the following three types according to their tooth profile:
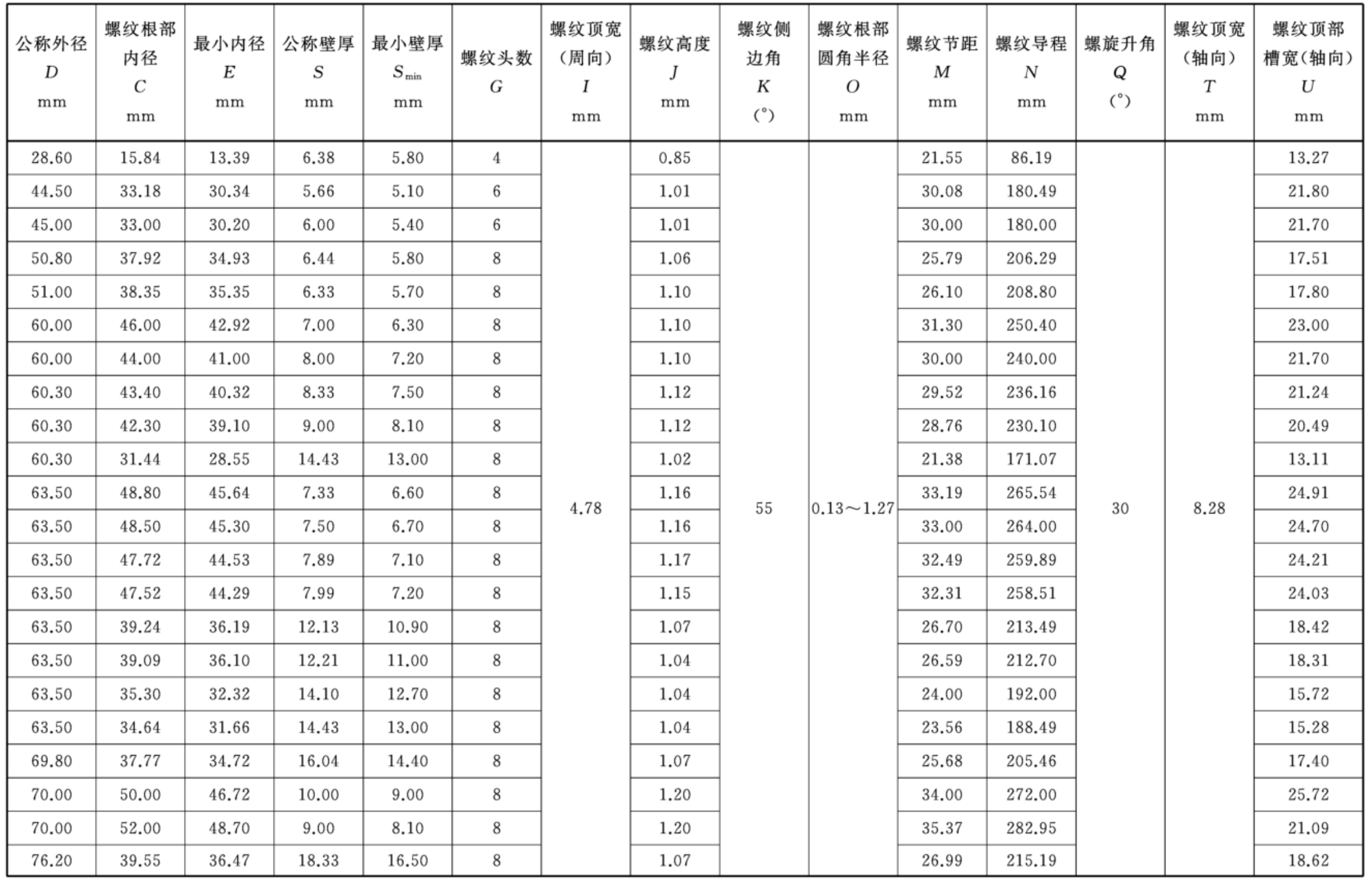
a) Type A: Helix angle of 30°, thread flank angle of 55°, thread top width (axial) of 8.28 mm);
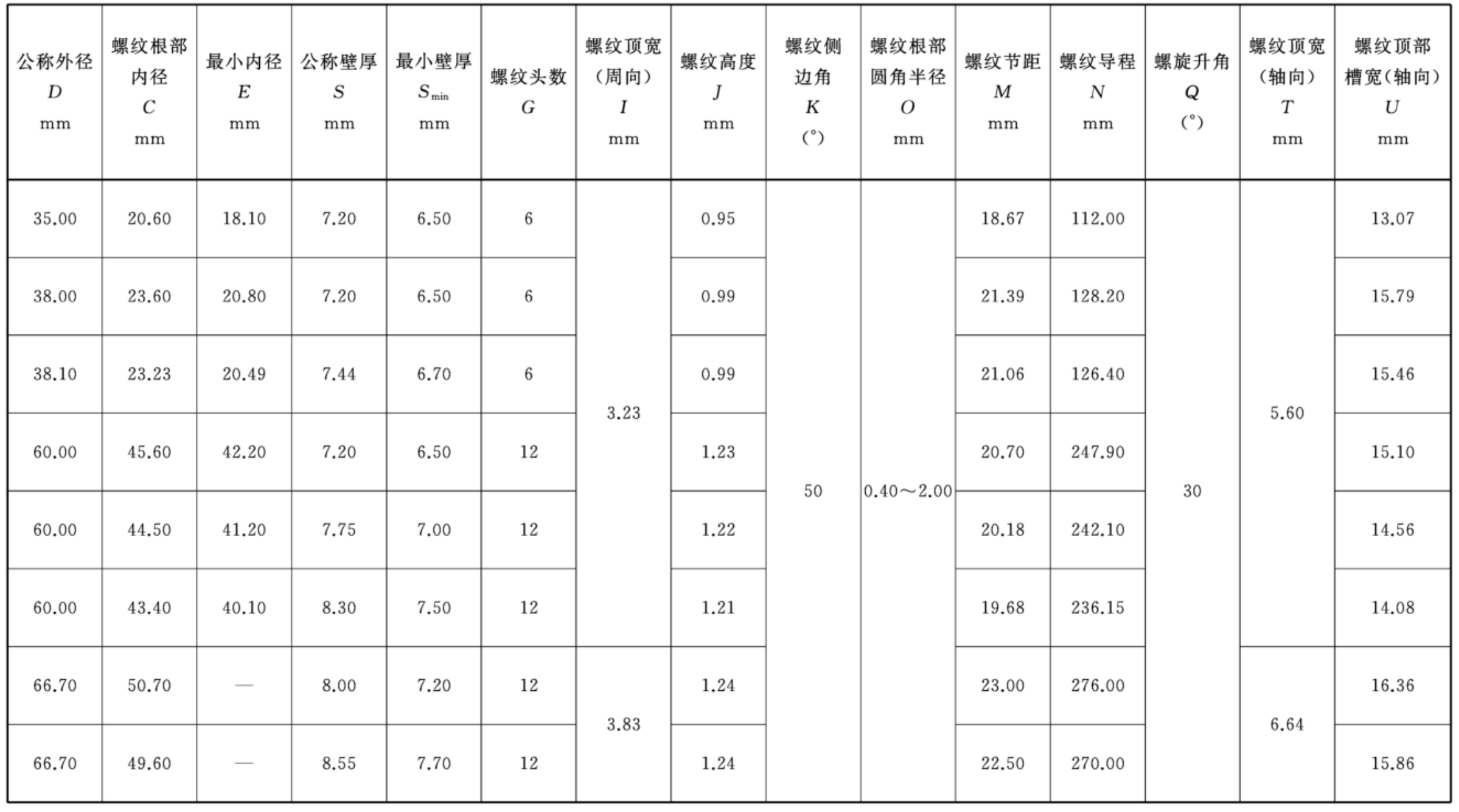
b) Type B: Helix angle of 30°, thread flank angle of 50°, thread top width (axial) of 5.6 mm or 6.64 mm;
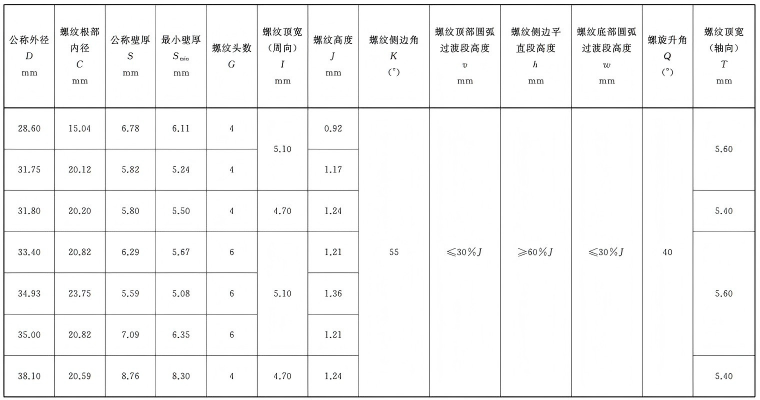
c) Type OM: Helix angle of 40°, thread flank angle of 55°, thread top width (axial) of 5.4 mm or 5.6 mm, and the height of the straight section of the thread flank accounts for not less than 60% of the thread height.
3.2 Seamless multi-rifled steel tubes: The tooth profile is shown in Figure 1, and the side profile of the tooth profile is shown in Figure 2.
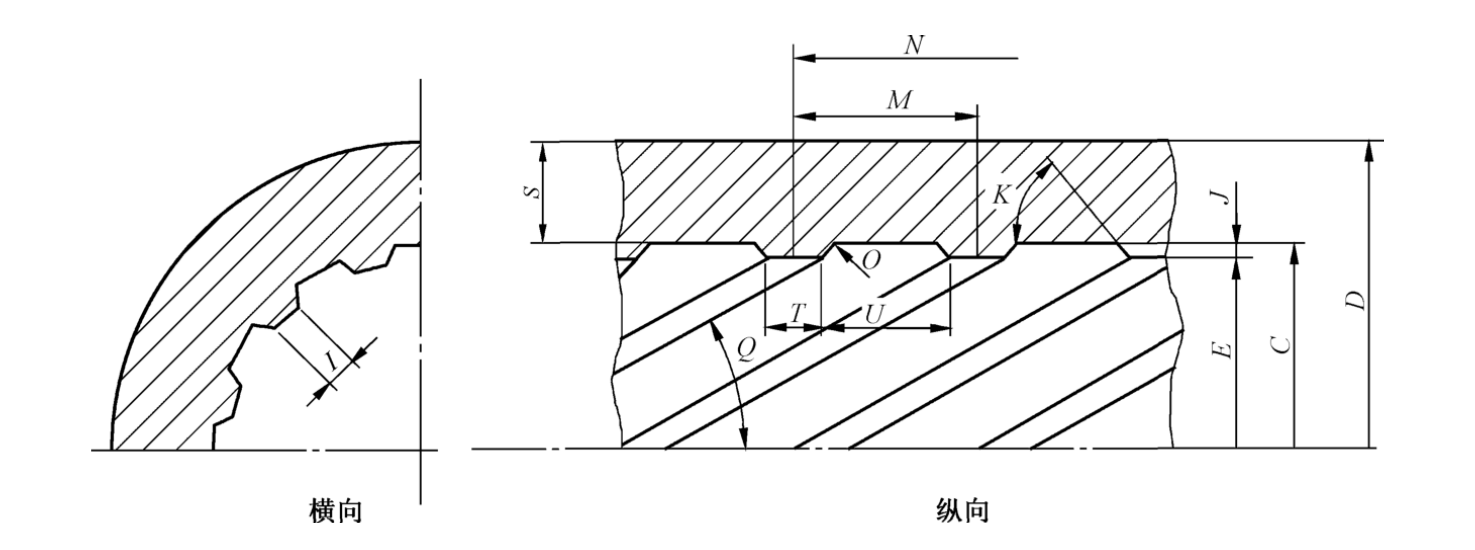
Horizontal Longitudinal
Explanation:
I — Thread crest width (circumferential);
T — Thread crest width (axial);
N — Thread lead;
U — Thread crest groove width (axial);
M — Thread pitch (thread pitch equals thread lead divided by the number of thread starts);
Q — Helix angle;
S — Nominal wall thickness;
E — Minimum inner diameter;
K — Thread side angle;
C — Thread root inner diameter;
J — Thread height;
D — Outer diameter;
〇 — Thread root fillet radius;
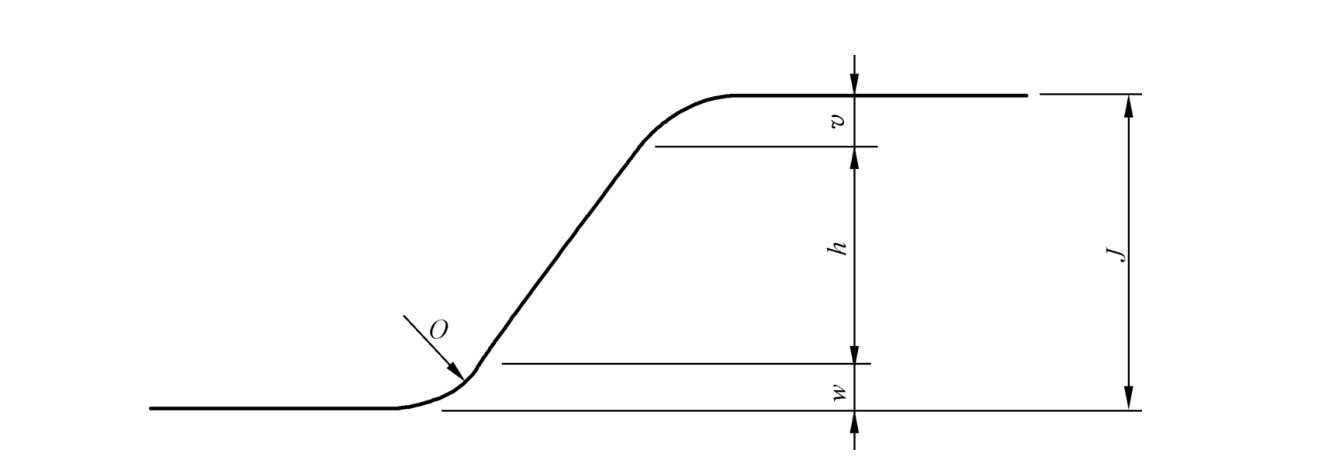
Explanation:
〇 — Thread root fillet radius;
V — Height of the arc transition section between the thread side and the thread crest;
h — Height of the straight section of the thread side;
w — Height of the arc transition section between the thread side and the thread bottom;
J — Thread height.
3.3 The following designations apply to this standard:
D Outer Diameter (unless otherwise specified, including nominal and/or calculated outer diameter)
Smin Minimum Wall Thickness
Sc Average Wall Thickness (the wall thickness calculated by dividing the difference between the outer diameter and the inner diameter at the thread root by 2)
G Number of Thread Starts
4 Ordering Information
Contracts or orders for Seamless multi-rifled steel tubes according to this standard shall include, but are not limited to, the following:
a) Standard number;
b) Product name;
c) Steel grade;
d) Size specifications;
e) Thread profile;
f) Quantity ordered (weight or length);
g) Special requirements.
5. Dimensions, Shape, and Weight
5.1 Dimensions and Specifications
5.1.1 Seamless multi-rifled steel tubes shall be delivered according to their nominal outer diameter and minimum wall thickness. Upon request from the purchaser and mutual agreement between the supplier and the purchaser, seamless multi-rifled steel tubes may be delivered in other dimensional specifications.
5.1.2 The dimensional specifications and thread parameters of Type A, Type B, and Type OM seamless multi-rifled steel tubes shall conform to the provisions of Tables 1, 2, and 3, respectively.
Upon request from the purchaser and mutual agreement between the supplier and the purchaser, seamless multi-rifled steel tubes of specifications other than those specified in Tables 1, 2, and 3 may be selected.
5.2 Permissible Deviations of Dimensions and Thread Parameters
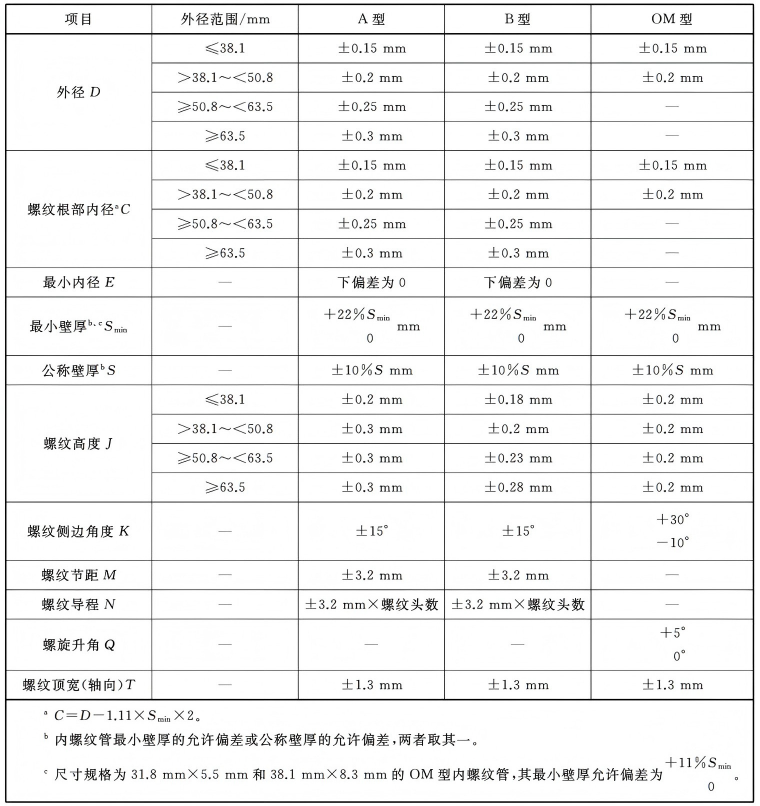
The permissible deviations of dimensions and thread parameters for Type A, Type B, and OM Seamless multi-rifled steel tubes shall conform to the specifications in Table 4.
5.3 Length
5.3.1 Seamless multi-rifled steel tubes are typically 8,000 mm to 12,000 mm in length.
5.3.2 Upon the buyer's request, and after negotiation between the supplier and the buyer, and as specified in the contract, seamless multi-rifled steel tubes may be delivered in fixed lengths or other lengths. The permissible deviation for fixed lengths is (0, +15 mm).
5.4 Curvature
The curvature of seamless multi-rifled steel tubes shall not exceed 1.0 mm/m.
5.5 Out-of-roundness and Wall Thickness Inconsistency
Upon the buyer's request, and after negotiation between the supplier and the buyer, and as specified in the contract, the out-of-roundness and wall thickness inconsistency of seamless multi-rifled steel tubes shall not exceed 80% of the outer diameter and wall thickness tolerances, respectively.
5.6 End Shape
The end faces of seamless multi-rifled steel tubes should be perpendicular to the axis of the steel pipe, and any burrs should be removed.
5.7 Weight
Seamless multi-rifled steel tubes are delivered by actual weight, or theoretical weight. See Appendix A for the theoretical weight of internally threaded tubes.
6 Technical Requirements
6.1 Steel Grade and Chemical Composition
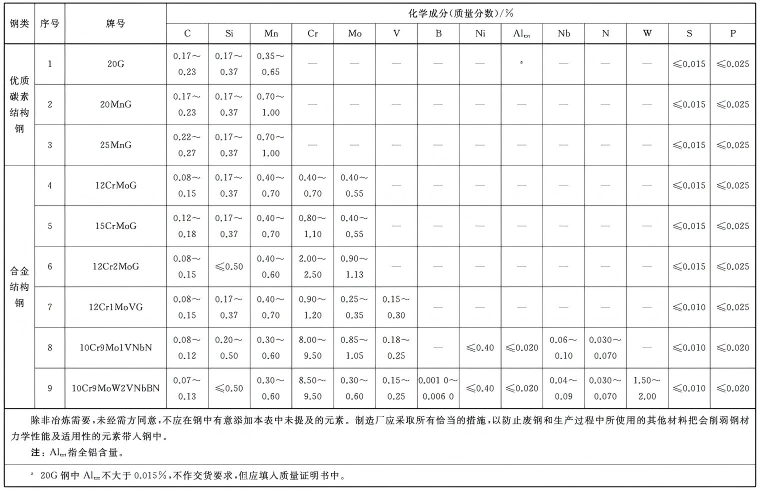
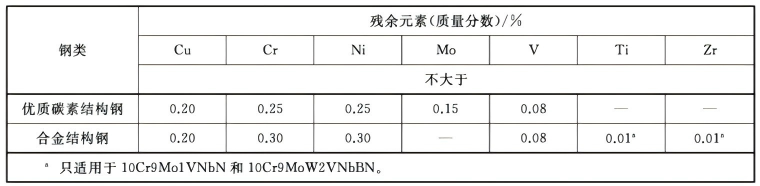
6.1.1 The steel grade and chemical composition (smelting analysis) shall conform to the requirements of Table 5, and the content of residual elements in the steel shall conform to the requirements of Table 6. Seamless multi-rifled steel tubes of grades other than those specified in Table 5 may be supplied upon request from the buyer and after consultation between the supplier and the buyer.
6.1.2 When the buyer requests finished product analysis, it shall be specified in the contract. The permissible deviation of the finished chemical composition of seamless multi-rifled steel tubes shall conform to the requirements of GB/T 5310.
6.2 Manufacturing Method
6.2.1 Tube Material Requirements
Cold-drawn (rolled) tubes shall be seamless steel tubes conforming to one of the following requirements:
a) Seamless steel tubes conforming to GB/T 5310;
b) Seamless steel tubes manufactured using tube blanks conforming to YB/T 5137, and shall be ultrasonically tested before processing into seamless multi-rifled steel tubes: For seamless steel tubes with S/D ≤ 0.2, the longitudinal grooves on the surface of the ultrasonic testing comparison sample tube shall conform to acceptance level L2 in GB/T 5777—2008; For seamless steel tubes with S/D > 0.2 and S/DC 0.3, the longitudinal grooves on the surface of the ultrasonic testing comparison sample tube shall conform to acceptance level U2 in GB/T 31925—2015.
6.2.2 Manufacturing Method of Seamless Multi-Rifled Steel Tubes
Seamless multi-rifled steel tubes shall be manufactured by cold drawing or cold rolling.
6.3 Delivery Condition
Seamless multi-rifled steel tubes shall be delivered in a heat-treated condition, and the heat treatment regime shall conform to the provisions of Table 7.
| Number | Grade | Heat Treatment |
| 1 | 20G | Normalizing: Normalizing temperature 880 °C ~ 940 °C |
| 2 | 20MnG | Normalizing: Normalizing temperature 880 °C ~ 940 °C |
| 3 | 25MnG | Normalizing: Normalizing temperature 880 °C ~ 940 °C |
| 4 | 12CrMoG | Normalizing plus tempering: Normalizing temperature 900 °C ~ 960 °C, tempering temperature 670 °C ~ 730 °C |
| 5 | 15CrMoG | Normalizing plus tempering: Normalizing temperature 900 °C ~ 960 °C, tempering temperature 680 °C ~ 730 °C |
| 6 | 12Cr2MoG | Normalizing plus tempering: Normalizing temperature 900 °C ~ 960 °C, tempering temperature 700 °C ~ 750 °C |
| 7 | 12CrlMoVG | Normalizing plus tempering: Normalizing temperature 980 °C~1020 °C, tempering temperature 720 °C~760 °C |
| 8 | 10Cr9MolVNbN | Normalizing plus tempering: Normalizing temperature 1040 °C~1080 °C, tempering temperature 750 °C~780 °C |
| 9 | 10Cr9MoW2VNbBN | Normalizing plus tempering: Normalizing temperature 1040 °C~1080 °C, tempering temperature 760 °C~790 °C |
6.4 Mechanical Properties
6.4.1 Delivery Condition
The room temperature mechanical properties of seamless multi-rifled steel tubes shall conform to the specifications in Table 8.
Table 8 Room Temperature Mechanical Properties of Seamless Multi-rifled Steel Tubes
| Number | Grade |
Tensile strength Rm/MPa |
Yield strength a Rel/MPa |
Elongation after fracture A/% |
Hardness | |
| ≥ | HBW | HV | ||||
| 1 | 20G | 410〜 550 | 245 | 24 | 120〜 160 | 120〜 160 |
| 2 | 20MnG | 415〜 560 | 240 | 22 | 125〜 170 | 125〜 170 |
| 3 | 25MnG | 485〜 640 | 275 | 20 | 130〜 180 | 130〜 180 |
| 4 | 12CrMoG | 410〜 560 | 205 | 21 | 125〜 170 | 125〜 170 |
| 5 | 15CrMoG | 440〜 640 | 295 | 21 | 125〜 170 | 125〜 170 |
| 6 | 12Cr2MoG | 450〜 600 | 280 | 22 | 125〜 180 | 125〜 180 |
| 7 | 12CrlMoVG | 470〜 640 | 255 | 21 | 135〜 195 | 135〜 195 |
| 8 | 10Cr9MolVNbN | ≥585 | 415 | 20 | 185〜 250 | 185〜 265 |
| 9 | 10Cr9MoW2VNbBN | ≥620 | 440 | 20 | 185〜 250 | 185〜 265 |
| a: If the yielding phenomenon is not obvious, Rp0.2 can be measured instead of Rel. | ||||||
6.4.2 The calculation method for the cross-sectional area of the tensile specimen is as follows, and the remaining requirements shall comply with the provisions of GB/T 228.1:
a) When a pipe section specimen is used, the cross-sectional area of the specimen shall be calculated according to formula (1);

Where:
Y — Cross-sectional area of the specimen, in square millimeters (mm 2);
L — Actual length of the specimen, in millimeters (mm);
W — Actual weight of the specimen, in grams (g).
b) When a longitudinally curved tensile specimen is used, the internal thread of the specimen shall be removed, and the cross-sectional area of the specimen shall be calculated according to formula (2).

Where:
Y — Cross-sectional area of the specimen, in square millimeters (mm 2);
Sr — Thickness of the specimen after removing the internal thread, in millimeters (mm);
V — Width of the specimen, in millimeters (mm);
D — Outer diameter of the internally threaded pipe, in millimeters (mm).
6.4.3 Seamless multi-rifled steel tubes shall be subjected to Brinell hardness testing, or Vickers hardness testing may be used instead. The Brinell or Vickers hardness values shall conform to the specifications in Table 8.
6.4.4 Seamless multi-rifled steel tubes with a diameter (D) ≥ 76 mm and a length (S) ≥ 14 mm shall be subjected to a room temperature longitudinal Charpy V-notch impact test. The average impact absorption energy (KV²) of the three standard specimens shall not be less than 40 J. One specimen may have an impact absorption energy lower than 40 J, but it shall not be less than 28 J.
6.5 Process Performance
6.5.1 Flattening
6.5.1.1 Seamless multi-rifled steel tubes shall undergo a flattening test. For internally threaded tubes, the internal thread shall be retained during the flattening test.
6.5.1.2 The flattening test shall be conducted in the following two steps:
a) The first step is a ductility test. The sample is pressed until the distance between the two flat plates is calculated according to formula (3):

Where:
H — Distance between flat plates, in millimeters (mm);
a — Deformation coefficient per unit length, coefficient is 0.08; when S/D > 0.1, a for high-quality carbon structural steel can be reduced by 0.01;
S — Nominal wall thickness of seamless multi-rifled steel tubes, in millimeters (mm);
D — Outer diameter of seamless multi-rifled steel tubes, in millimeters (mm). When the specimen is compressed to a distance H between the two plates, no cracks or splits should appear on the specimen.
b) The second step is the integrity test (closed flattening). Flattening continues until the specimen breaks or the two opposing walls collide. Throughout the flattening test, the specimen should not exhibit visually visible delamination, white spots, or inclusions.
6.5.1.3 The following conditions shall not be used as the basis for determining whether a flattening test is qualified:
a) Cracks or fissures on the sample surface caused by defects, resulting in a lack of metallic luster;
b) When S/D > 0.1, cracks or fissures on the inner surface of the sample at the 6 o'clock (bottom) and 12 o'clock (top) positions.
6.5.1.4 In case of dispute regarding 6.5.1.3 b), the outer wall of the steel pipe may be machined to reduce S/D to 0.1 before conducting the flattening test. The test method, the distance H between the two plates (calculated based on the actual outer diameter and wall thickness after machining), and the judgment requirements shall be in accordance with 6.5.1.2.
6.5.2 Flaring
Seamless multi-rifled steel tubes shall undergo a flaring test. The internal thread shall be retained during the flaring test of seamless multi-rifled steel tubes. The flaring test is conducted at room temperature with a mandrel taper of 60°. The flaring ratio of the outer diameter of the flared specimen should conform to the specifications in Table 9. The flared specimen should not exhibit cracks or splits.
Table 9: Flaring Ratio of Outer Diameter for Seamless Multi-Rifled Steel Tubes
| Grade | Inner diameter / outer diameter | ||
| ≤0.6 | >0.6 〜 0.8 | >0.8 | |
| 20G、 20MnG、 25MnG | 10% | 12% | 17% |
|
12CrMoG、 15CrMoG、 12Cr2MoG、 12Cr1MoVG 、 10Cr9Mo1VNbN 、 10Cr9MoW2VNbBN |
8% | 10% | 15% |
| The inner diameter is the inner diameter at the root of the thread. | |||
6.6 Hydraulic Test
6.6.1 Each seamless multi-rifled steel tube shall undergo a hydraulic test. The hydraulic test pressure for seamless multi-rifled steel tubes shall be calculated according to formula (4), with a maximum test pressure of 20 MPa. Under the test pressure, the pressure stabilization time shall not be less than 10 s, and no leakage shall occur in the internally threaded tube.

Where:
P — Test pressure, in megapascals (MPa). When P < 7 MPa, rounded to the nearest 0.5 MPa; when P ≥ 7 MPa, rounded to the nearest 1 MPa;
S — Nominal wall thickness of the seamless multi-rifled steel tubes, in millimeters (mm);
D — Outer diameter of the seamless multi-rifled steel tubes, in millimeters (mm);
R — Allowable stress, 80% of the yield strength specified in Table 8, in megapascals (MPa).
6.6.2 The supplier may use eddy current testing instead of hydraulic testing. During eddy current testing, the artificial defects in the comparison sample tube should conform to the acceptance level E2H or E2 requirements in GB/T 7735—2016.
6.7 Microstructure
The microstructure of seamless multi-rifled steel tubes in delivery condition shall conform to the following specifications:
a) 20G, 20MnG, and 25MnG shall be ferrite plus pearlite;
b) 12CrMoG and 15CrMoG shall be ferrite plus pearlite, with granular bainite permitted, but incomplete phase transformation products (such as yellow blocky structures) between the critical transformation temperatures Ac1 and Ac3 shall not be present;
c) 12Cr2MoG and 12Cr1MoVG shall be ferrite plus granular bainite, or ferrite plus pearlite, or ferrite plus granular bainite plus pearlite; incomplete phase transformation products (such as yellow blocky structures) between the critical transformation temperatures Ac1 and Ac3 shall not be present;
d) 10Cr9 Mo1VNbN and 10Cr9MoW2VNbBN should be tempered martensite or tempered sorbite that retains the martensitic phase.
6.8 Grain Size
The actual grain size of the seamless multi-rifled steel tubes in the delivery condition shall conform to the specifications in Table 10.
Table 10 Grain Size of Finished Seamless Multi-rifled Steel Tubes
| Number | Grade | Grain size grade | Difference between the largest and smallest grain size grades on two samples (a) |
| 1 |
20G 、20MnG 、25MnG 、12CrMoG 、15CrMoG 、 12Cr2MoG 、12Cr1MoVG |
Grade 4 to Grade 10 | Not exceeding Grade 3 |
| 2 | 10Cr9Mo1VNbN 、10Cr9MoW2VNbBN | Grade 4 or higher (b) | Not exceeding Grade 3 |
|
a. Example of calculating the difference between the maximum and minimum grain size grades: If the minimum is grade 6 and the maximum is grade 8, the difference is grade 3; if the minimum is grade 6 and the maximum is grade 9, the difference is grade 4. b. When the microstructure is martensite, the original austenite grain size can be checked, and its grade should not be less than grade 2. |
|||
6.9 Decarburization Layer
Finished seamless multi-rifled steel tubes with an outer diameter not exceeding 76 mm shall be inspected for a fully decarburized layer. The depth of the fully decarburized layer on the outer surface shall not exceed 0.2 mm, and the depth of the fully decarburized layer on the inner surface shall not exceed 0.3 mm, with the sum of the two not exceeding 0.4 mm.
6.10 Surface Quality
6.10.1 Seamless multi-rifled steel tubes shall be free from cracks, folds, scabs, caking, and delamination on both the inner and outer surfaces. These defects shall be completely removed, with the removal depth not exceeding 10% of the wall thickness. The actual wall thickness at the defect removal site shall not be less than the minimum allowable wall thickness deviation, and the removal area shall have a smooth transition.
6.10.2 The thread shape shall remain intact, without any stringing, curling, or collapse.
6.10.3 The allowable depth of straight lines (including non-sharp mandrel scratches) on the inner and outer surfaces of seamless multi-rifled steel tubes shall not exceed 4% of the minimum wall thickness, and the maximum shall be 0.2 mm.
6.10.4 Other local defects not exceeding the allowable negative deviation of the wall thickness are permitted.
6.10.5 Iron oxide scale on the inner and outer surfaces of seamless multi-rifled steel tubes shall be removed; a thin oxide layer that does not hinder inspection is permitted.
6.1.1 Non-destructive Testing
6.1.1.1 Seamless multi-rifled steel tubes shall be subjected to ultrasonic testing along their entire length, and shall comply with the following provisions:
a) When S/D ≤ 0.2, ultrasonic testing shall be conducted according to GB/T 5777—2008, and the longitudinal groove depth grade of the ultrasonic testing comparison tube surface shall be L2;
b) When S/D > 0.2 and S/D < 0.3, ultrasonic testing shall be conducted according to GB/T 31925—2015, and the longitudinal groove depth grade of the ultrasonic testing comparison tube surface shall be U2;
c) When Seamless multi-rifled steel tubes are delivered based on the minimum wall thickness, the groove depth of the comparison tube shall be calculated based on the average wall thickness of the steel tube.
6.1 1.2 As required by the buyer, and after consultation between the supplier and the buyer, and as specified in the contract, other non-destructive testing may be added.
7 Test Methods
7.1 Chemical Composition Analysis of Seamless Multi-rifled Steel Tubes: Sampling shall be conducted according to the rules of GB/T 20066. Chemical composition analysis is generally performed according to GB/T 4336, GB/T 20123, GB/T 20124 or other commonly used methods. For arbitration, GB/T 223.5, GB/T 223.9, GB/T 223.11, GB/T 223.14, GB/T 223.19, GB/T 223.23, GB/T 223.26, GB/T 223.30, GB/T 223.36, GB/T 223.40, GB/T 223.43, GB/T 223.58, GB/T 223.59 shall apply. The specifications shall be as specified in GB/T 223.68, GB/T 223.69, GB/T 223.78, GB/T 223.84, GB/T 223.85, and GB/T 223.86.
7.2 The thread parameters of seamless multi-rifled steel tubes shall be selected from a sample tube of the same specification and production process, not exceeding 200 tubes. A sample tube with a length not less than two thread pitches shall be cut open and measured using measuring tools meeting the required accuracy. Other dimensions of internally threaded tubes shall be measured individually using measuring tools meeting the required accuracy.
7.3 The surface quality of the inner and outer surfaces of seamless multi-rifled steel tubes shall be visually inspected individually under sufficient lighting conditions.
7.4 The sampling and testing methods for other inspection items of seamless multi-rifled steel tubes shall comply with the specifications in Table 1.1.
Table 1.1 Inspection Items, Sampling Quantity, Sampling Method, and Test Methods for Seamless Multi-Rifled Steel Tubes
| Number | Test Items | Sampling quantity | Sampling Method | Test methods |
| 1 | Chemical composition | One sample was taken from each furnace. | GB/T 20066 | Reference 7.1 |
| 2 | Room temperature stretching | One sample was taken from each of the two steel pipes in each batch. | GB/T 2975 | GB/T 228.1 |
| 3 | Hardness | One sample was taken from each of the two steel pipes in each batch. | GB/T 231.1.GB/T 4340.1 | GB/T 231.1 、 GB/T 4340.1 |
| 4 | Impact | Three samples were taken from each of the two steel pipes in each batch. | GB/T 2975 | GB/T 229 |
| 5 | Flattening | One sample was taken from each of the two steel pipes in each batch. | GB/T 246 | GB/T 246 |
| 6 | Flaring | One sample was taken from each of the two steel pipes in each batch. | GB/T 242 | GB/T 242 |
| 7 | Hydraulic testing | One-by-one | — | GB/T 241 |
| 8 | Microstructure | One sample was taken from each of the two steel pipes in each batch. | GB/T 13298 | GB/T 13298 |
| 9 | Grain size | One sample was taken from each of the two steel pipes in each batch. | GB/T 6394 | GB/T 6394 |
| 10 | Decarbonization layer | One sample was taken from each of the two steel pipes in each batch. | GB/T 224 | GB/T 224 |
| 11 | Eddy current testing | One-by-one | — | GB/T 7735—2016 |
| 12 | Ultrasonic testing | One-by-one | — |
GB/T 5777—2008 、 GB/T 31925—2015 |
8. Inspection Rules
8.1 Inspection and Acceptance
The inspection and acceptance of seamless multi-rifled steel tubes shall be conducted by the supplier's quality and technical supervision department.
8.2 Batching Rules
The chemical composition of seamless multi-rifled steel tubes shall be inspected and accepted according to the smelting furnace. The remaining inspection items of seamless multi-rifled steel tubes shall be inspected and accepted batch by batch. Each batch shall consist of seamless multi-rifled steel tubes of the same grade, furnace number, specification, and heat treatment regime (furnace). The quantity of seamless multi-rifled steel tubes in each batch shall not exceed 200 pieces.
8.3 Sampling Quantity
The sampling quantity for each inspection of seamless multi-rifled steel tubes shall comply with the provisions of Table 1.1.
8.4 Re-inspection and Judgment Rules
The re-inspection and judgment rules for seamless multi-rifled steel tubes shall comply with the provisions of GB/T 2102.
9. Packaging, Marking and Certificate of Quality
The packaging, marking and certificate of quality of seamless multi-rifled steel tubes shall comply with the provisions of GB/T 2102.
![field:title/]](/uploads/260311/1-2603111FA1548.png)
![field:title/]](/uploads/251210/1-251210164114F6.png)
![field:title/]](/uploads/241211/1-241211152454213.png)
![field:title/]](/uploads/220425/1-22042511053I30.jpg)
![field:title/]](/uploads/220414/1-220414214051492.jpg)
![field:title/]](/uploads/211104/1-211104121004V0.jpg)
![field:title/]](/uploads/211102/1-21110215254UP.jpg)
![field:title/]](/uploads/210923/1-2109231045325B.png)